Outlining Circuits
There are several different methods available for de-panelizing individual parts.
The most common de-panelizing option is to use steel-rule dies. High-grade plywood is cut in a pattern to be outlined. Then, steel blades and spring-loaded datum pons go into the path cut by the laser. Datum pins are used to register the flex panel to the blades. A flat platen comes into contact with the blades in order to cut the outline. This method offers a low cost, fast delivery, and the ability to handle many parts with one strike.
When tight tolerance is required, we use Class-A hand tools. Usually consisting of a punch and die mounting in a precision die set, these tools can be built to cut single or multiple parts. These tools make it easy to handle tight tolerances, provide consistency, and offer long life.
We also use polyimide and adhesive etch processes to create part outlines and gain access to conductors. Resist is imaged and exposed to create a mask that can be chemically attacked, similar to metal etching. Small tie tabs are left behind when defining the outline in order to suspend the part inside the panel. These tie-tabs tend to be cut by hand at the inspection stage. Advantages of this process include quick lead time, cost-efficient sheet processing, and intricate outlining.
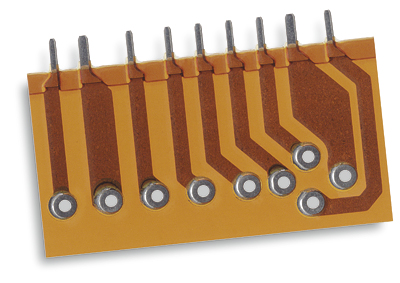
Tech Etch can provide you with circuits that feature conductors suspended across an open window in the polyimide film. We can also offer circuits that are cantilevered from the edge of the circuit. Cantilever leads can also be formed and used as integral contacts when using circuits that feature beryllium copper.
We can also outline flex circuits with our CO2 or UV-YAG lasers. This provides you with minimum tooling, short lead times, and intricate outlines.
Internal Fingers
We can solder an array of .010 to .020 inch thick etched fingers of any shape or form to the termination area of the flex. These brass fingers include a protective polyimide coverlay that’s added over a high-temperature solder joint, preventing movement due to reflow during assembly. The main body of the flex can be made of any material, keeping the required flexing characteristics you need.
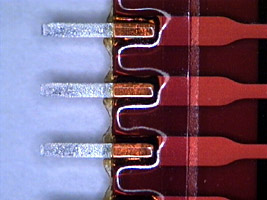
We can supply your company with contour circuits that feature integral contact fingers of up to .010 inches of thickness. The metal around other areas of the circuit will be etched down to .003 inches thick.
These fingers are particularly useful when current carrying capacity is required. Our process also supports raised solder pads above the cover layer. They can also support circuits manufactured on material as thick as .020 inches.